
This case study explores the comprehensive digital transformation of SAMEX, a 35+ year manufacturer of cutting room equipment with a global sales reach spanning 65 countries across 6 continents.
We'll examine how our tailored system implementation revolutionized their production planning, stock management, and internal operational efficiency at their central manufacturing facility. This ambitious transformation project, completed in Q4 2024, represents a significant milestone in integrating their core business processes.

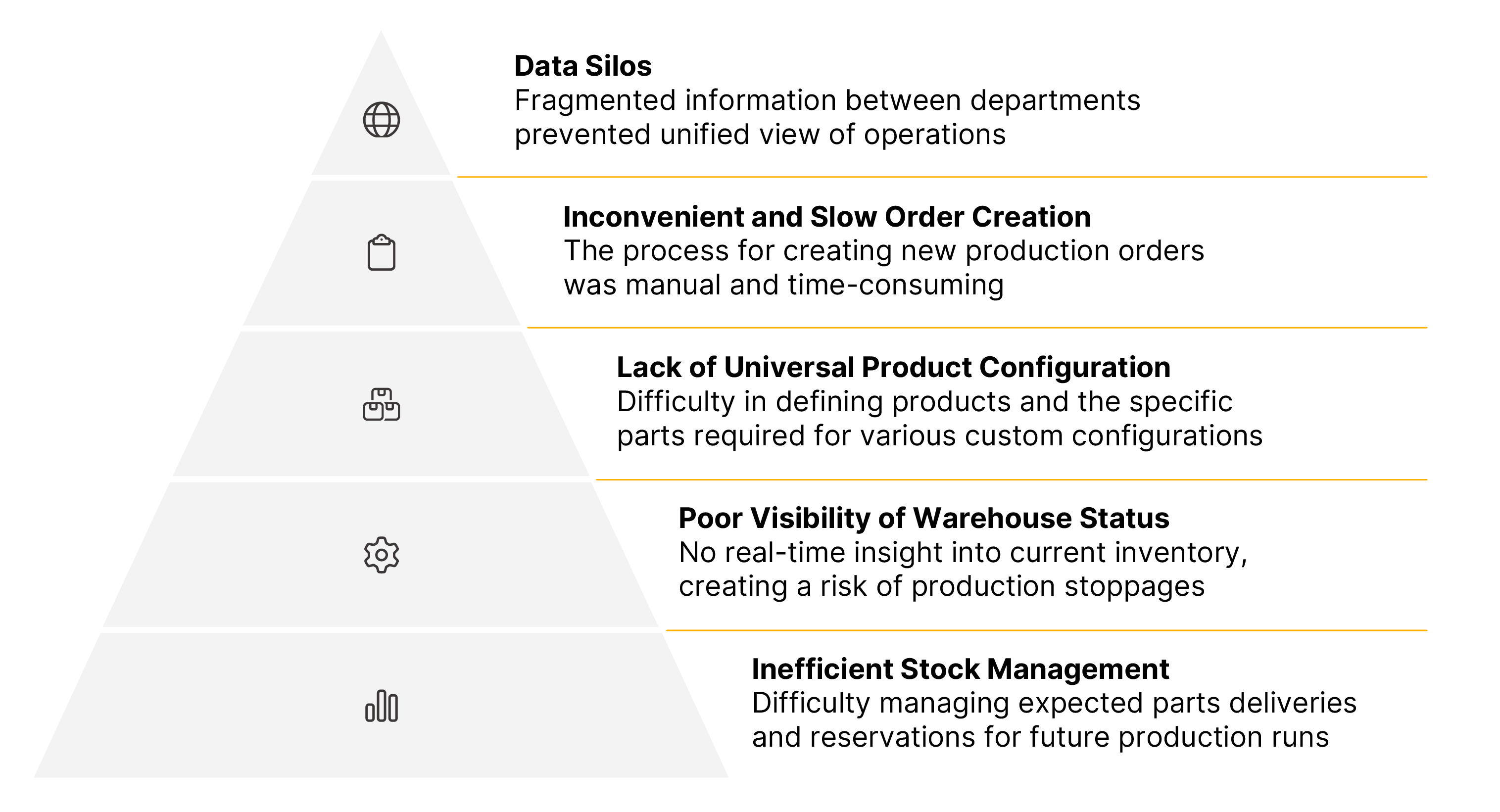
Samex was experiencing significant operational friction as their order volume and product complexity grew. Their existing systems created inefficiencies that hindered their ability to scale effectively.




We designed and deployed a custom, integrated platform to unify SAMEX's core operations, from sales and purchasing to final production and inventory management.

The new, unified system has fundamentally improved operational control and efficiency, delivering tangible benefits across the company.

